









Mașină de fabricat tuburi de oțel φ406×14 ;ZTFIV ;ZTZG
Descriere
Lamina de tuburi ERW este numită și linie de producție de țevi sudate longitudinal de înaltă frecvență. Materialele potrivite sunt rulourile de benzi laminate la cald sau la rece, cum ar fi oțelul carbon simplu și oțelul de înaltă rezistență etc.
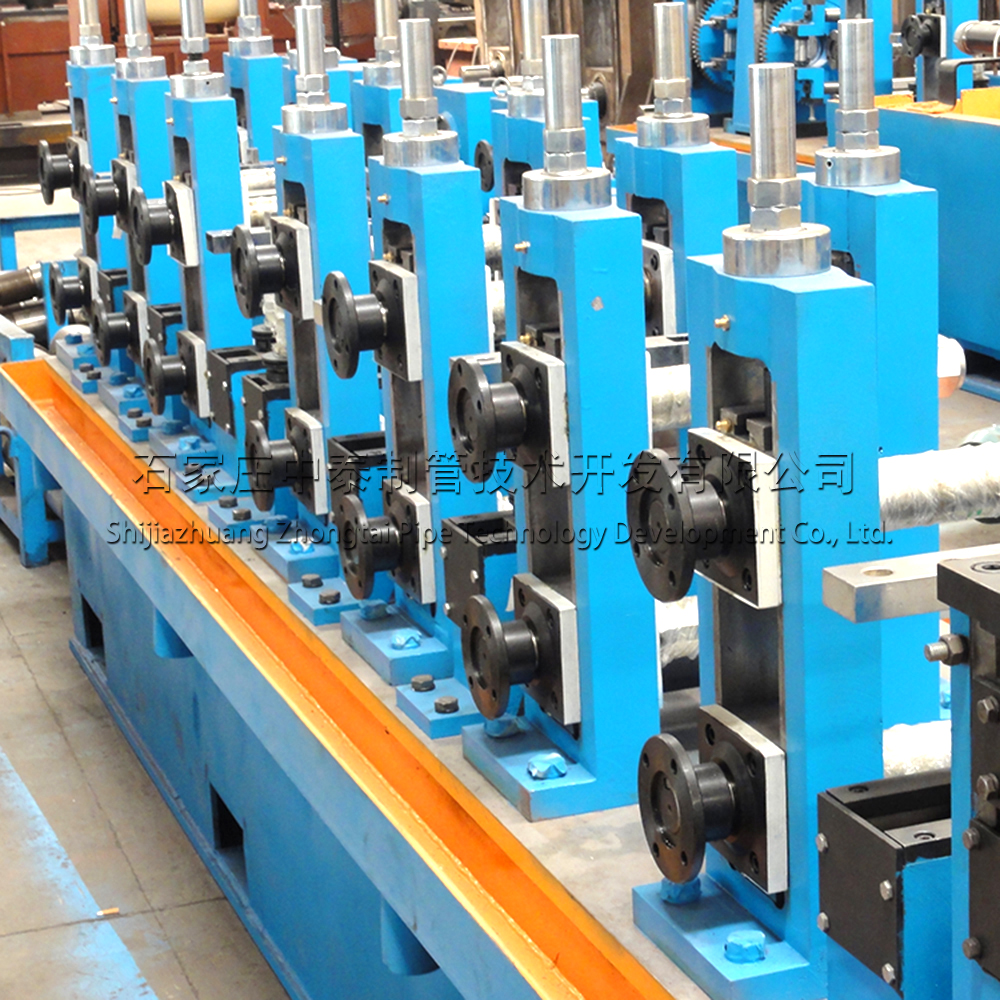
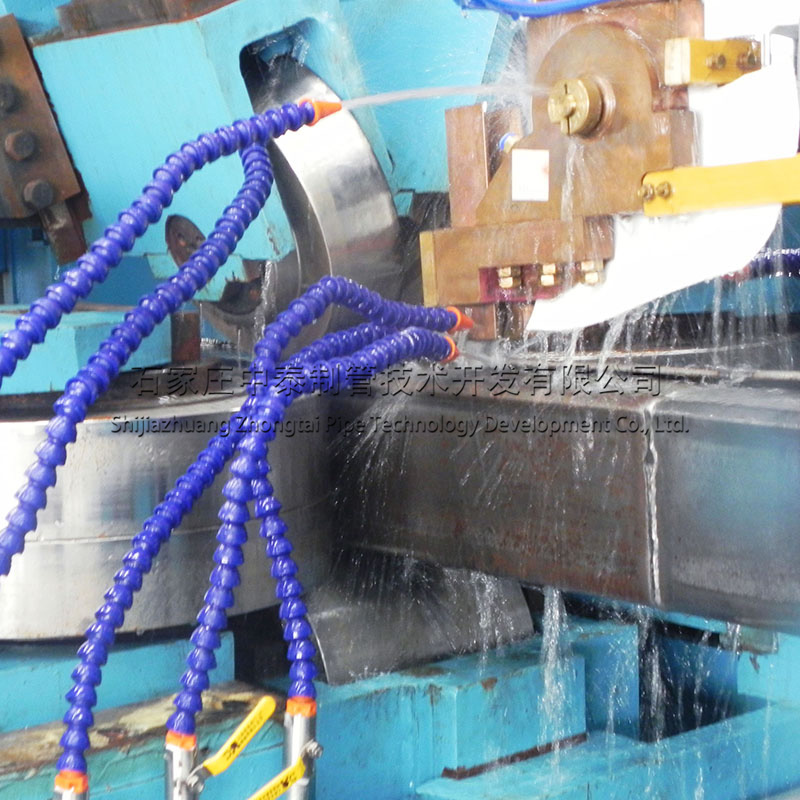
Banda de oțel este derulată de către derulator, apoi intră în depozitul acumulator după ce trece prin mașina de sudură cap la cap cu forfecare. Banda de oțel este extrudată cu role și împărțită în două părți: secțiunea de demontare și secțiunea de trecere fină. După sudarea prin inducție de înaltă frecvență și dimensionarea, se obține lungimea necesară de țeavă, se taie cu ferăstrău volant și, în final, se stivuiește și se ambalează țeava de oțel. Această linie de producție este o linie completă de producție cuprinzătoare pentru sudarea continuă a benzilor de oțel în țevi.compus în principal din derulator, sudură cu forfecare și capăt, acumulator, mașină de formare și dimensionare, Aparat de sudură HF, ferăstrău zburător, mașină de stivuit și ambalat.
Dacă există scopuri sau cerințe speciale pentru țevile de oțel, este necesar să se adauge echipamente de testare, cum ar fi o mașină de testare hidraulică, o mașină de recoacere cu frecvență intermediară, o mașină de detectare a defectelor cu ultrasunete etc.


Linia de producție a țevilor sudate de înaltă frecvență este utilizată în principal pentru producția continuă de țevi sudate cu cusătură dreaptă. Adoptă sudarea prin inducție de înaltă frecvență, care poate produce nu numai țevi rotunde, ci și țevi pătrate corespunzătoare și țevi cu forme speciale. Mașina de sudură a țevilor de înaltă frecvență este utilizată în principal pentru producerea diverselor țevi din fontă, țevi de construcții, țevi structurale, țevi de apă, țevi de petrol, țevi API și așa mai departe.
Tflux tehnic
Derulare în sus → Derulare → Forfecare și sudare → Acumulator spiralat → Formare → Sudare prin inducție HF → Îndepărtare bavuri externe → Răcire → Dimensionare → Ferăstrău volant → Masă de derulare → Inspecție → Ambalare → Depozit
Fprocesul de formare
| Țeavă rotundă | Procesul de laminare la rece | Design bun al rolei |
| Procesul de formare ZTF | Economisiți cel puțin 60% din costul rolei cu reglarea electrică a comenziiCiteşte mai mult | |
| Tub pătrat și dreptunghiular | Proces general de rotunjire la pătrat | Proces de formare stabil |
| Rotund-pătrat cu cap de turc | Calitate bună a țevilor | |
| Procesul de aliniere directă pătrat-pătrat (DSS) | Un set de role poate produce toate tuburile cu control electric și reglare automatăCiteşte mai mult |
Informații tehnice de bază despre linia de producție a țevilor sudate
| Produs și randament | Țeavă rotundă | 219mm-406Grosime mm:6.0mm-16.0mm |
| Tub pătrat și dreptunghiular | 170mm×170 mm -330mm×330Grosime mm:6.0mm-16.0mm | |
| Lungime | 6mToleranță lungime -12m: ±3mm | |
| Viteză de producție | 30m/min | |
| Capacitate de producție | 180000 de tone/an | |
| Consum | Capacitate instalată a fabricii | 880 kW |
| Zona liniei | 160m (lungime) ×16m (lățime) | |
| Lucrător | 6-8 lucrători | |
| Materii prime | Material | Bobină de oțel carbon Q235B (ASTM GR)·D,σart. 230) |
| Lăţime | 690mm-1280Grosime mm:4.0mm-16.0mm | |
| ID-ul bobinei | 580-760 mm | |
| Diametru exterior al bobinei | Maxim2300mm | |
| Greutatea bobinei | 35,0 t |
Avantaj
Avantajele echipamentului:
La producerea de țevi rotunde, se poate utiliza tehnica de formare ZTF
La producerea de tuburi pătrate și dreptunghiulare, se poate utiliza tehnica direct pătrat-pătrat (DSS)
Produse:țevi pentru structuri arhitecturale, țevi API, tuburi pentru fundații de turnuri, țevi de oțel pentru grinzi auto și alte produse.
Mai multe produse



| LINIE DE LABOARE A TUBULUI ERW | |||||
| Model | Rțeavă rotundă mm | Pătratțeavă mm | Grosime mm | Viteză de lucru m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Citeşte mai mult |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| REG273 | Ф114-Ф273 | 90×90-210×210 | 3,0-10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4,0-12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4,0-14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6,0-16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6,0-18,0 | 25 | Citeşte mai mult |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Citeşte mai mult |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6,0-22,0 | 20 | Citeşte mai mult |
| LINIE DE PRODUCȚIE A ȚEVILOR DIN OȚEL INOXIDABIL | |||||
| Model | Rțeavă rotundă mm | Pătratțeavă mm | Grosime mm | Viteză de lucru m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Citeşte mai mult |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Citeşte mai mult |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Citeşte mai mult |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Citeşte mai mult |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Citeşte mai mult |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Citeşte mai mult |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Citeşte mai mult |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | Citeşte mai mult |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Citeşte mai mult |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3,0-10,0 | 3 | Citeşte mai mult |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Citeşte mai mult |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6,0-16,0 | 2 | Citeşte mai mult |
ÎnruditePRODUSE
-

Freză de țevi ERW convențională rotundă-pătrată 100X100
-

Moară de tuburi200x200x8 Mașină de formare directă a tuburilor pătrate...
-

Role de formare pentru laminoare tubulare ERW
-

Freză de țevi sudate drepte ERW114 HF...
-

Țeavă API pentru transportul petrolului și gazelor φ140×7...
-

Moară de tuburi φ165×8 pentru transportul petrolului și gazelor...
-

φ219×10 Conductă de transport petrol și gaze (API)...
-

Mașină de tuburi de oțel ERW273x12.7; ZTFIV; ZTZG
-

Moară de țevi multifuncțională Moară de tuburi
-

Moară de țevi ERW cu comutare rapidă și mai multe role
-

Sistem de schimbare rapidă a morii de tuburi Erw
-

φ219×12.7 Transport de petrol și gaze (API) P...
-

Laminor de tuburi cu role rotunde-pătrate (XZTF)
-

Linie de producție a țevilor de oțel - de la rotunde la pătrate...




